

为什么空压机主机需要周期性大修?在前面的文章中,我们已经做过相关的文章介绍。具体的大家可以点击“为什么空压机主机需要周期性大修?”进行阅读了解。今天我们在这里主要是介绍“空压机主机大修后,机头的回装工艺与步骤整理”。
空压机机头的回装工艺与步骤整理:
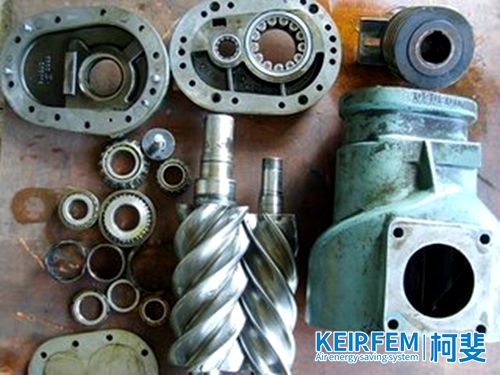
① 将阴、阳转子吊起啮合后固定好,套上排气端罩壳。
② 放入轴承内圈垫片,加热轴承后进行热装,并装上轴承压盖和锁紧螺栓。
③ 吊起后罩壳使阴、阳转子自由下坠,测量排气端总间隙。
④ 如排气端总间隙不合格,重新拆装轴承、调整内圈垫片数量直至该间隙在需要值。
⑤ 装上排气端盖罩,通过盖罩垫片厚度调整阴阳转子排气端轴承游隙,运行时的排气端间隙即为排气端总间隙与轴承游隙之差。
⑥ 依次回装主机转子罩壳、进气端阴阳转子轴承和盖罩。
⑦ 通过进气端盖罩垫片厚度调整进气端间隙。
⑧ 将轴套加热后安装到主轴上(安装到底)、安装驱动齿轮键,并将齿轮加热后进行热装。
⑨ 安装齿轮压盖和锁紧螺栓,锁紧螺栓上涂螺纹紧固胶,并将螺栓旋紧。
⑩ 主机回装过程中应注意轴承压盖螺栓和主机各螺栓的上紧力度。
⑪ 盘动主机,确定主机转动灵活。
如果您遇到空压机主机的问题,可以直接在线和我们联系,也可以拨打我们的售后服务热线:0512-62910301,为您免费诊断。

